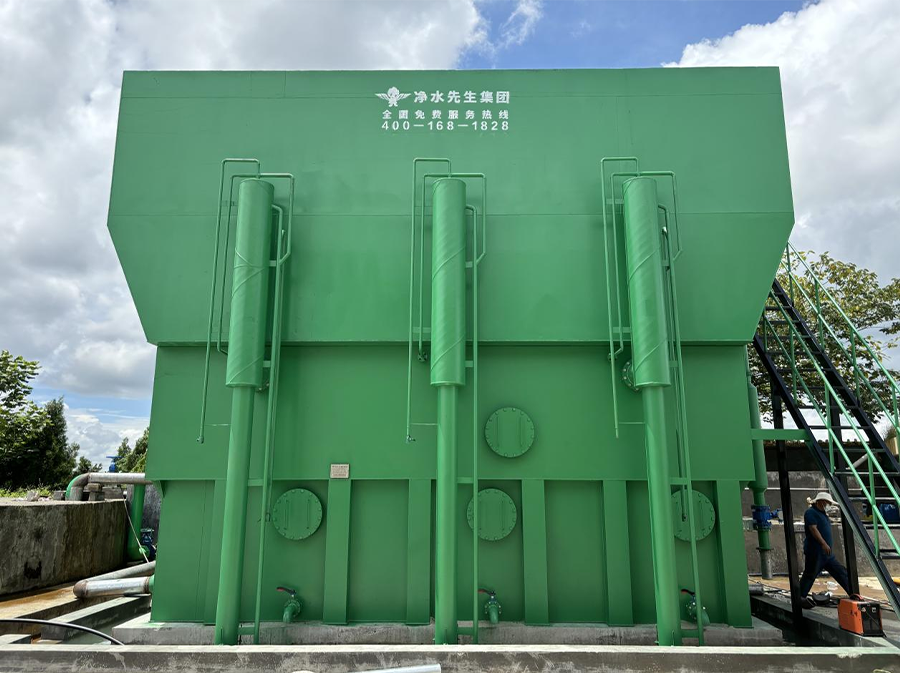
Located in Guizhou, this project primarily involves expanding and upgrading the local water plant. The plant previously had an old 80-ton water purification unit, but due to age, it operated poorly and had insufficient turbidity removal capacity, making it unable to meet the drinking water needs of local residents. Therefore, the plant installed a new 130-ton/h water purification unit.
The project's water sources are river and spring water. To ensure water quality meets standards, a series of supporting facilities are in place, including a PLC electronic control system, online water quality monitoring systems at both the front and back ends, and a disinfection system. The online water quality monitoring system is crucial. It monitors raw water quality in real time and uses the results to determine the dosage of chemicals added to the front end. Precisely controlling the dosage of chemicals promotes the formation of alum flocs in the raw water, resulting in better sedimentation. This paves the way for subsequent water purification and ultimately ensures the supply of high-quality drinking water to local residents. These supporting facilities enable real-time monitoring and effective control of both the source water and the treated effluent quality, ensuring safe and reliable drinking water for local residents.